86
P a r r I n s t r u m e n t C o m p a n y
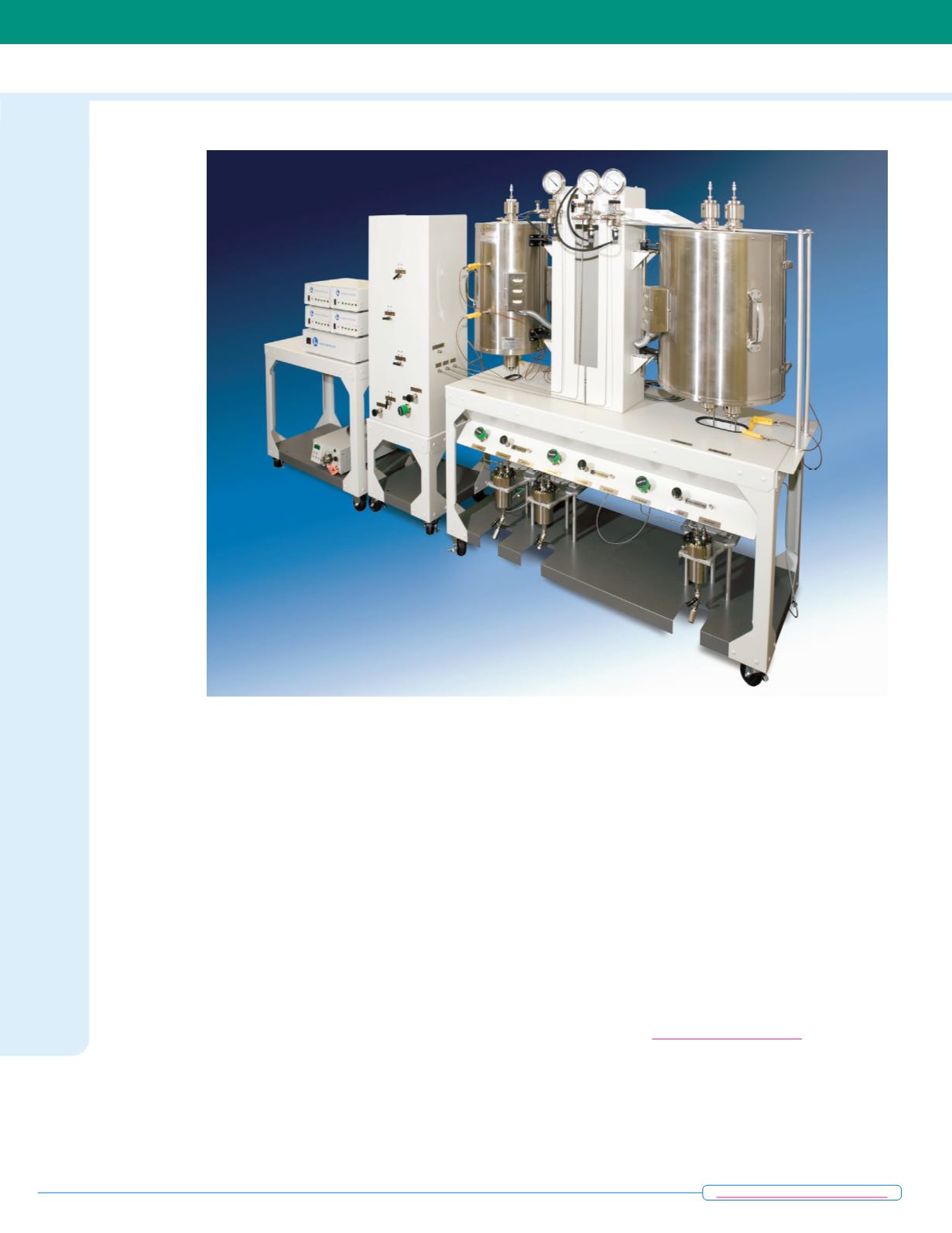
GTO (Gas-To-Oil) System
T
his system incorporates three tubular reactors
that can be configured as required to oper-
ate in a strictly parallel fashion or in a cascade
arrangement where the products from one
reactor are immediately directed to a second
reactor. This type of system can support reaction
schemes including but not limited to the Fisher-
Tropsch process, methanation reactions, steam
reforming and other similar processes.
The Fisher-Tropsch process converts carbon
monoxide and hydrogen into oils or fuels that
can substitute for petroleum products. The reac-
tion uses a catalyst based on iron or cobalt and
is fueled by the partial oxidation of coal or wood-
based materials such as ethanol, methanol, or
syngas. This reaction scheme offers a promising
route to producing economical renewable trans-
portation fuels. By carefully controlling the
temperature and oxygen content, resulting prod-
ucts can range from syngas to “green diesel”.
One of the unique features of this system is
a gas blending subsystem capable of mixing up
to four reactant gases followed by a controlled
delivery of this blended mixture to each of
the three reactors via dedicated mass flow
controllers.
Downstream components for each reactor
include a heat exchanger/condenser, a gas/
liquid separator (product receiver) and a fully
automated back pressure regulator. The system
includes support for introducing liquid reactants
via a high pressure metering pump. The system
comes completely automated with the addition
of the highly versatile 4871 Process Controller
(not pictured, see chapter 4, page 95).
Parr GTO System


