1 - 8 0 0 - 8 7 2 - 7 7 2 0
F l u i d i z e d B e d R e a c t o r s
3
P a r r I n s t r u m e n t C o m p a n y
• A gas handling and mix-
ing sub-system used to
blend and regulate the
flow of reactant gas to
the bottom of the reactor.
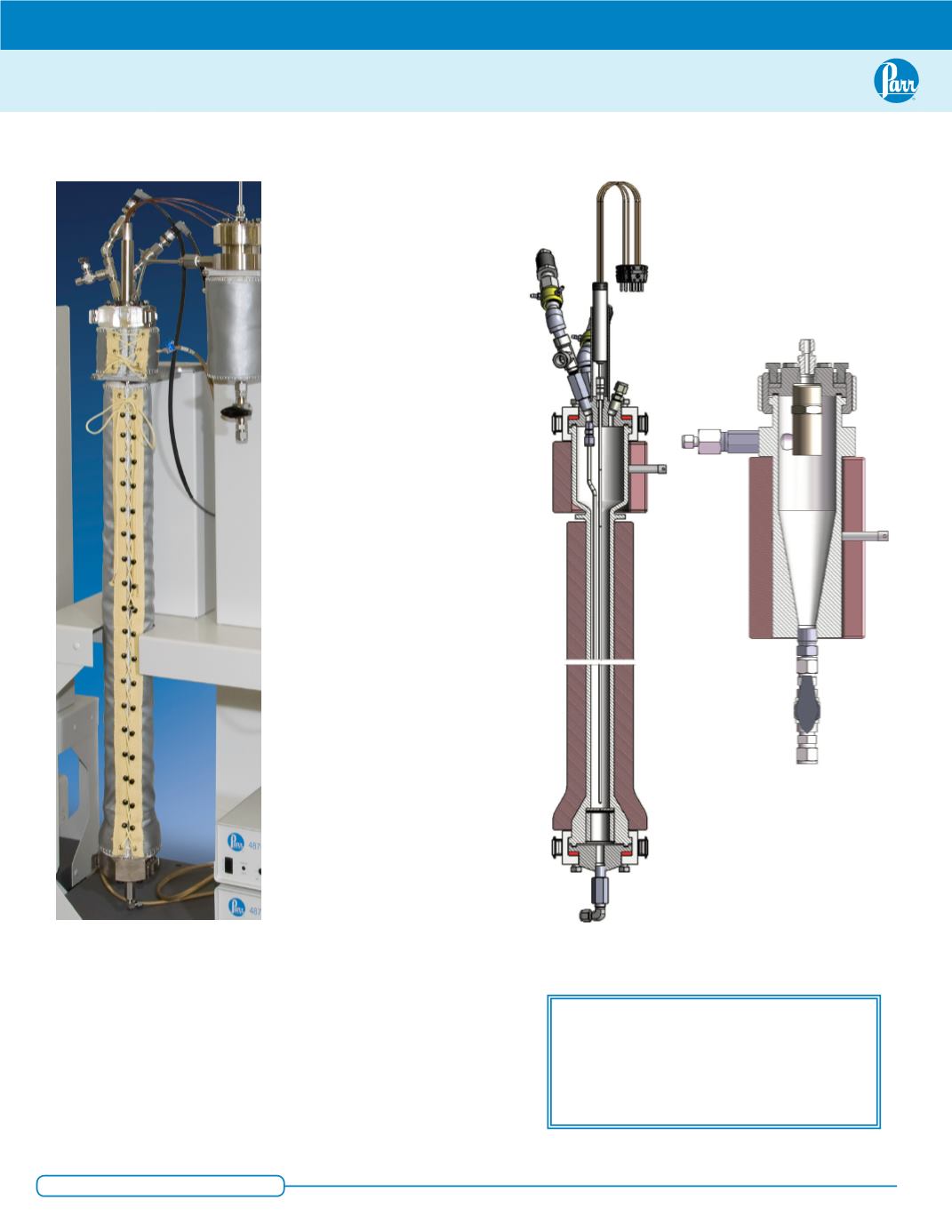
• The reactor (Diagram
1) is roughly one meter
long with a 2.5 cm ID.
The lower portion of the
reactor incorporates an
easily replaced porous
metal gas diffusion plate
and the top of the reac-
tor widens abruptly to
form a disengaging zone
for the fluidized bed.
Separate heaters are
provided for both the
main reactor and dis-
engaging zone. A mul-
tipoint thermocouple is
provided for monitoring
the internal reactor tem-
perature distribution.
• A heated cyclone separa-
tor (Diagram 2) or filter
is provided immediately
downstream of the reac-
tor to capture the fines
resulting from particle
attrition.
Diagram 1
Diagram 2
For more information on Tubular Reactor
systems, please visit the Fluidized Bed
Reactor section of our Custom Reactor
Systems link at
• The reaction products are then cooled by a condenser
and collected in a 600 mL product receiver.
• The system pressure is maintained by a dome loaded
back pressure regulator.
• All system functions and parameters are monitored
and maintained by a Parr 4871 Process Controller.


